



 服務熱線:
服務熱線:球體鏡面加工案例
發布時間:2022-03-21 來源:洛陽潤泉機電設備有限公司 點擊:6507次

一般軟密封球閥閥芯材料為不銹鋼,普通加工方法為圓車或數控車床車削,一般尺寸要求不高,車床就可以達到尺寸要求,但是閥芯對光潔度要求較高,一般采用車削后磨削加工,磨削后拋光,工序多,質量難以控制,例如車削后,二次搬運,二次裝夾后,磨削,然后再次搬運、裝夾,拋光,以直徑80毫米球閥閥芯為例,車削耗時2到3分鐘,磨削耗時2到3分鐘,拋光耗時40分鐘,且拋光易造成工件圓度破壞,并且工件在不同工序間需要多次裝拆搬運,耗時費力,質量難以保證,同時拋光造成工作環境惡劣。
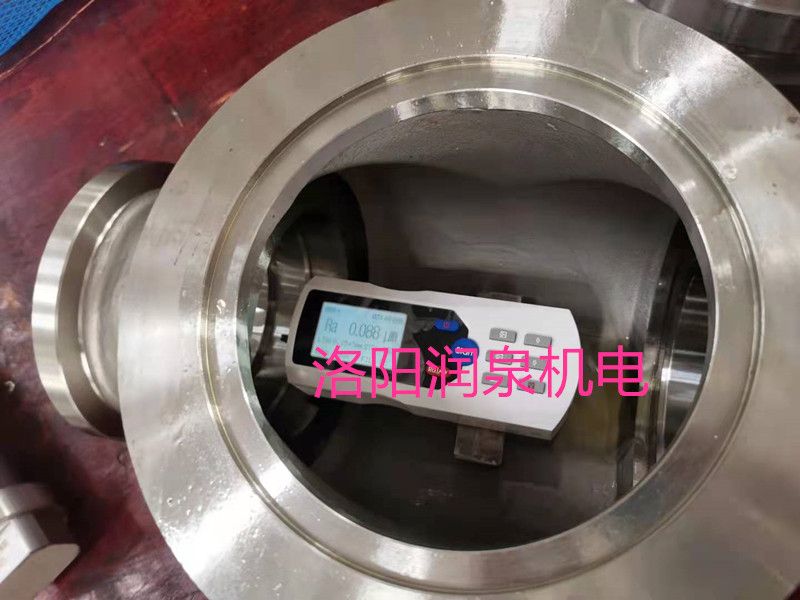
電致伸縮精整設備加工球閥閥芯,在普通圓車或者數控車床上,一次裝夾工件,就可以實現從毛坯件到成品工件的加工,首先用車刀將工件車到尺寸,以直徑80毫米球閥閥芯為例,毛坯件裝夾好后,粗車與精車可以一次完成,車削后粗糙度值為Ra7到8微米左右,耗時2分鐘,然后用電致伸縮精整設備加工一遍,耗時2分鐘,工件尺寸符合要求,光潔度達到Ra0.1微米以下。效率是傳統工藝的幾十倍。而且加工環境好,耗材幾乎為零,成本降低,質量明顯提高。
- 上一篇:小內孔鏡面加工案例
- 下一篇:閥門腔體鏡面加工案例
相關推薦
-
相關推薦
大型平面工件鏡面加工案例
more details → -
相關推薦
液壓柱塞鏡面加工案例
more details → -
相關推薦
球體鏡面加工案例
more details → -
相關推薦
閥門腔體鏡面加工案例
more details →



 電話
電話 微信
微信
 留言
留言